国内で産出する石材の中でも最も高価な石と言われる庵治石についてレポートします。
なぜ高級な石と言われるのか。石が取れる採石場から五輪塔としてお墓になるまでをご紹介します。
index
1 採石場について
2 庵治石の特徴
3 庵治石の種類(中目・細目上等・細目特上・細目極上)
4 工場での加工(大割・小割・切削・役物加工・研磨・字彫・運搬)
5 設置工事
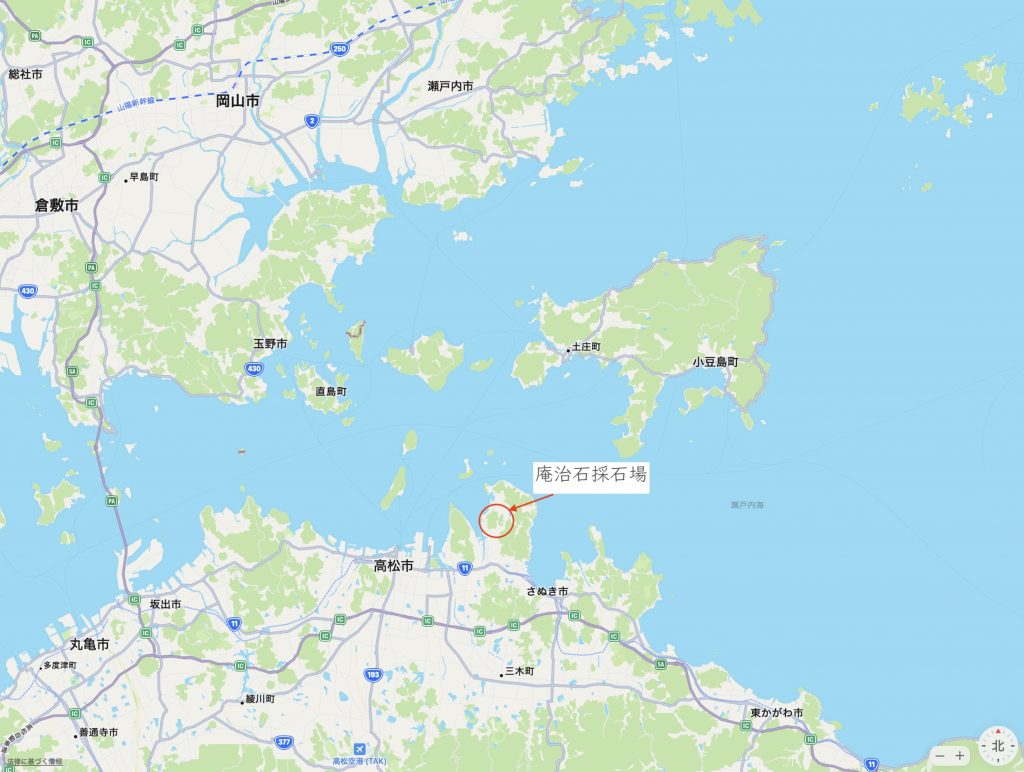
1 採石場について
庵治石は香川県高松市の庵治・牟礼町地区から産出されます。(google map)
茨城県笠間、愛知県岡崎、香川県庵治は日本の御影石の三大石材産地といわれ、良質な石の産出だけでなく、加工技術や石文化においても重要な地区です。特に庵治石は誰もが認める日本最高の銘石の評価を得ています。今回は庵治石で五輪塔を建立したいというお話を頂きましたので、製作を依頼する三好石材様に許可を頂き採石場から加工の過程を案内して頂きました。

庵治石採石場 同地区 航空写真(google map)
東京からのアクセスは新幹線で岡山駅に、マリンライナーで瀬戸大橋を渡り高松駅へ、琴電に乗り換え八栗駅から車で15分ほどの場所にあります。

採石場へ向かう前に寄り道です。必ず立ち寄りたい場所「イサム・ノグチ庭園美術館」。彫刻家イサム・ノグチのアトリエを改修した美術館があり、石を使ったオブジェが多数展示されています。

イサム・ノグチ庭園美術館から庵治石採石場を見る(中央の山)。ここだけ撮影が許可されてます。展示作品が掲載された写真集を買っていざ採石場へ。

庵治石採石場(大丁場):庵治石採石場は4つの丁場群があり、一番大きいものが大丁場と呼ばれています。現在大丁場では9社が採石しており、写真はそのうちの1社である三好石材様が単独で採石している場所です。

石を見定め、大地から切り離します。底を切り取るために火薬を使った発破を行います。切り出された石は大割され工場に運搬されます。石の切り出し方は他にワイヤーソーやジェットバーナー工法があります。

今回は特別に立ち入り禁止されている採石場に入らせて頂きました。
近くには火薬倉庫があります。近くの丁場で発破をかけた「ドスン」という音が聞こえてきました。
現在の採石場所は上部右側の白くなっている辺り。現場は雨後でぬかるんでいるので、近くには寄れませんでした。

左の山は採石場です。採石された原石は丁場近くの工場でストックされます。注文が入ると石を選定して加工の工程に入ります。
2 庵治石の特徴
銘石と言われる庵治石の特徴はなんといっても独特の石目といえます。
また硬さ、低い吸水率、粘りのバランスが良いとされています。
しかし傷が多く、その傷を避けなければならないため、
墓石に使える製材率は原石に対して10%に満たないと言われます。
単純に完成したお墓の10倍以上の体積の原石を使用していることになります。
傷の多い庵治石からうまく製品を取り出す職人の技術が求められます。
3 庵治石の種類
庵治石は特にお墓に使用されるとき、大まかに4種類に分類されます。
価格順に「中目」「細目上等」「細目特上」「細目極上」とランクされます。
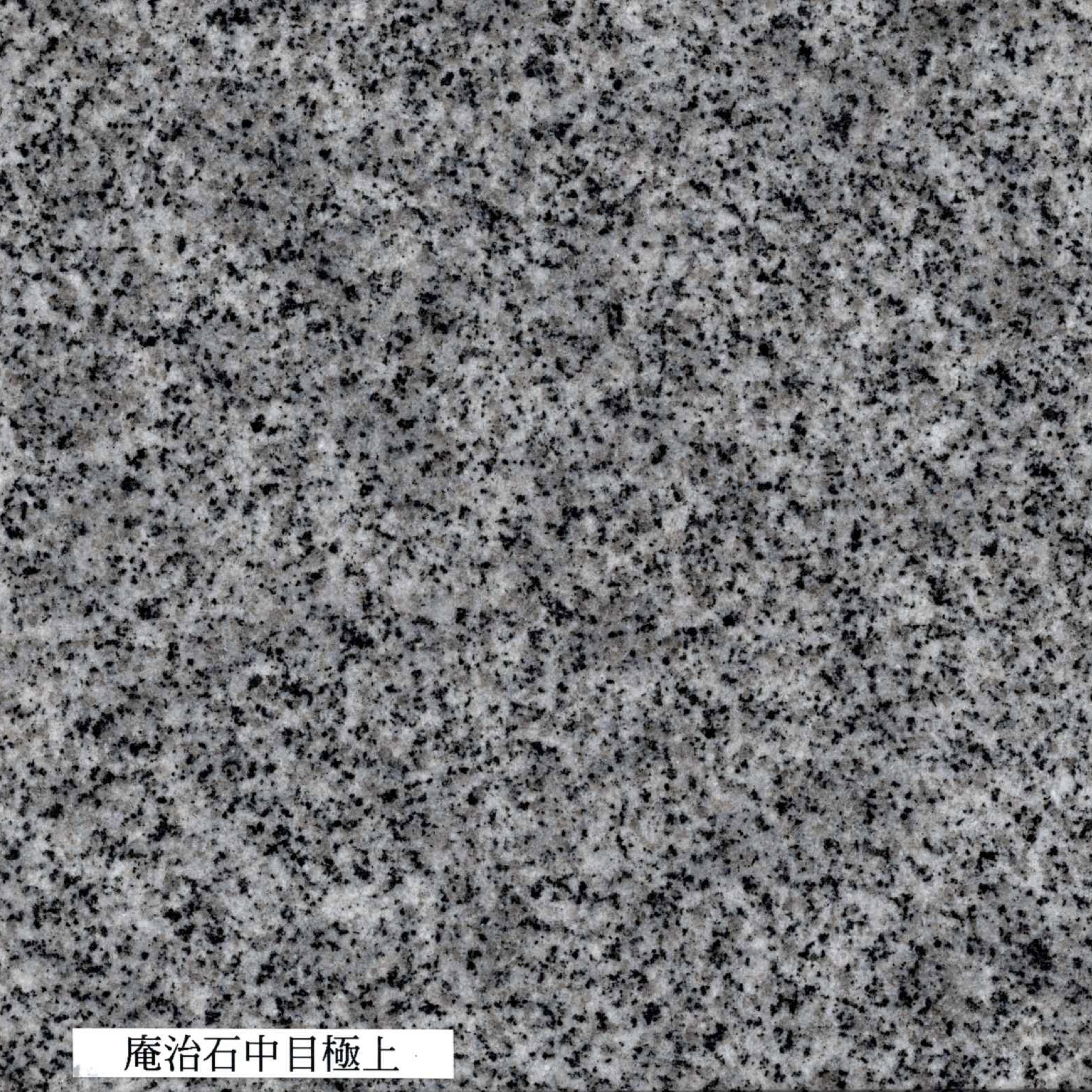
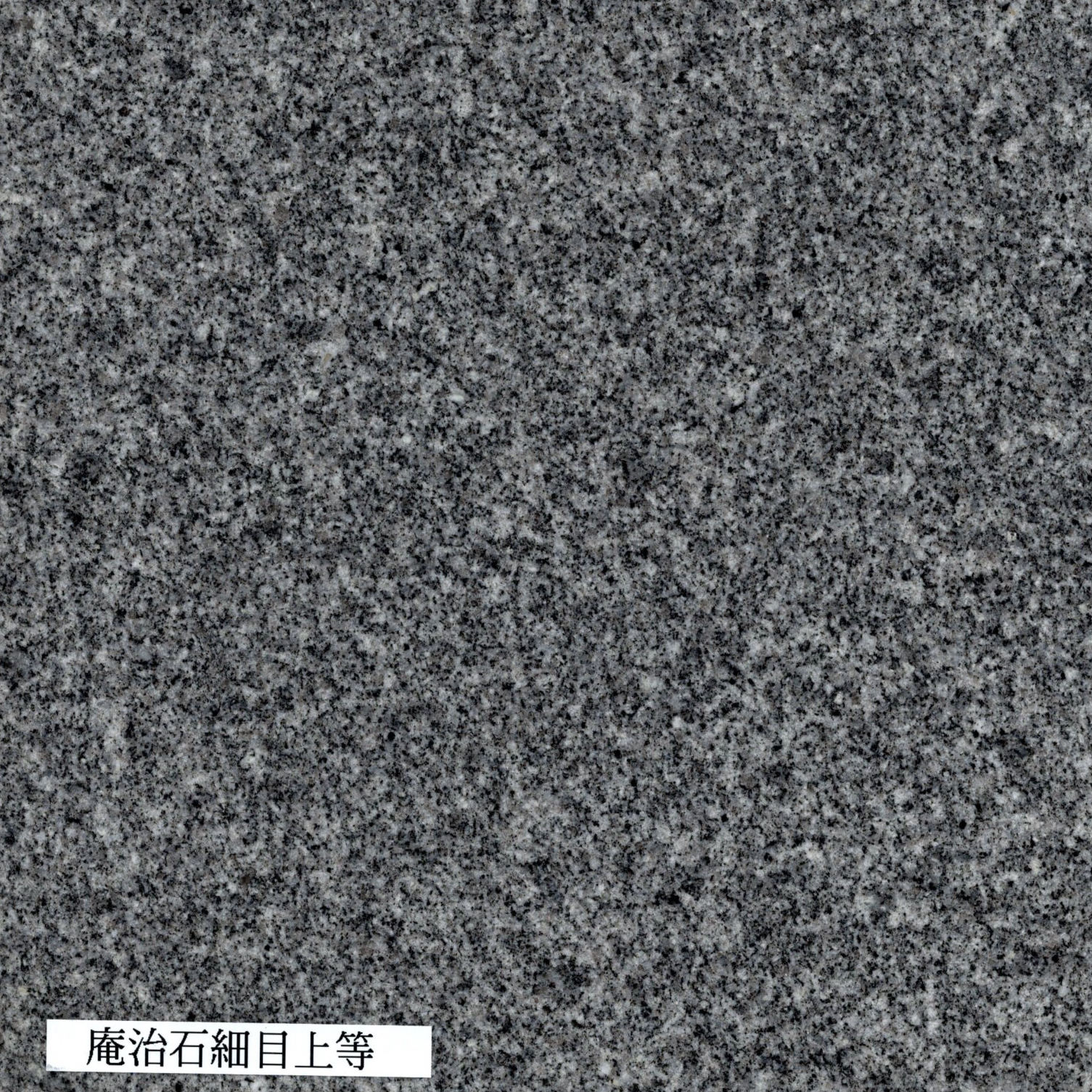
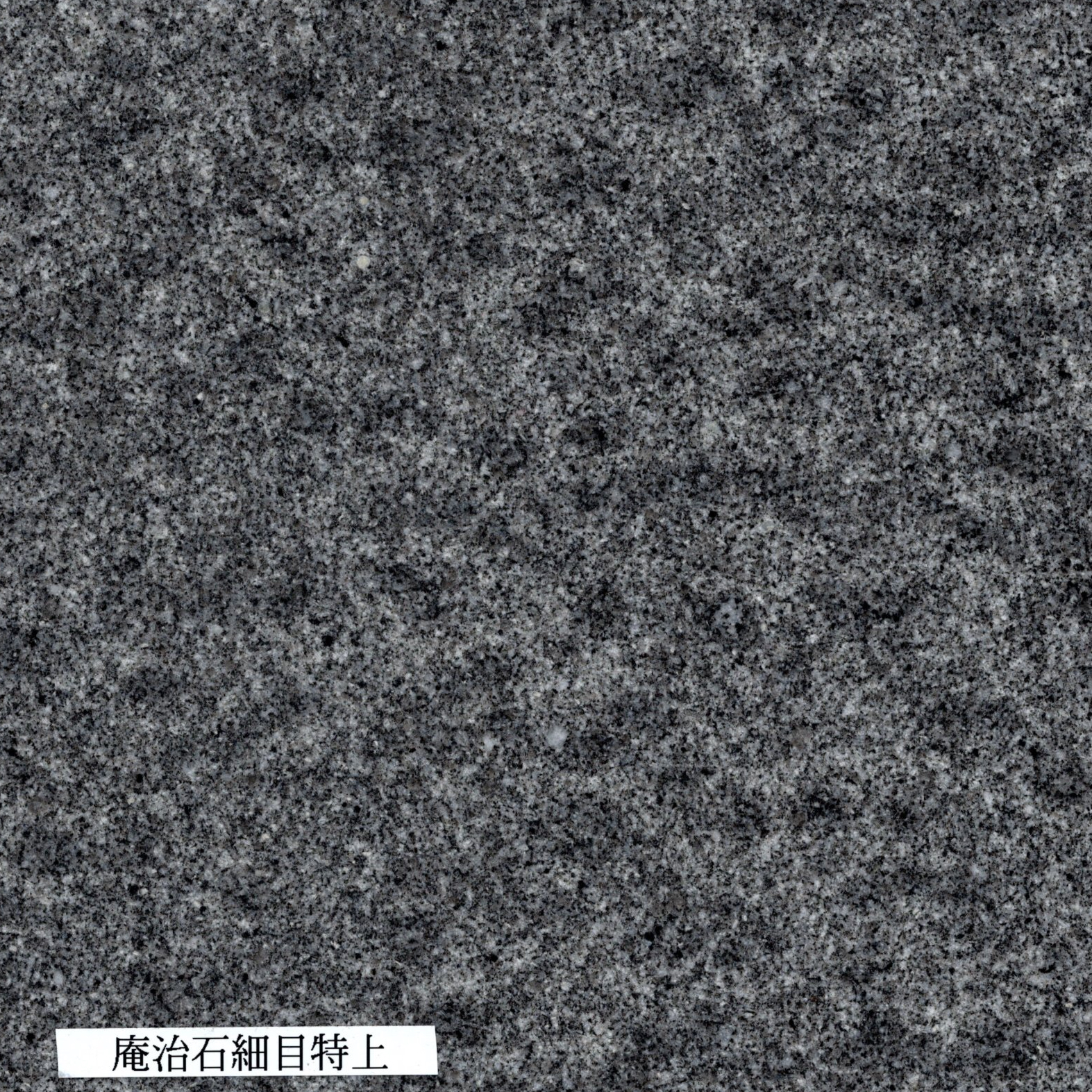

「細目特上」の石目はかすり模様が細かくはっきり出ているのに対して「細目極上」はかすり模様が濃くて大きいです。
キズをよけて上手く材を取り、墓石全体の部材の石目を合わせるには大変な苦労が想像されます。

庵治石の外皮の部分:庵治石の自然の割肌も建築材として人気があるそうです。店舗の壁や床の貼り石に使われます。
使用されている例では丸の内のパレスホテルのエントランスが有名です。
4 工場での加工(大割・小割・役物加工・研磨・字彫・運搬)
原石を製品にするため丁場の近くの同社の工場で加工していきます。

大口径のダイヤモンドソーで小割する

私が知りたかった「庵治石の石目」について、工場のベテランの職人さんに伺いました。
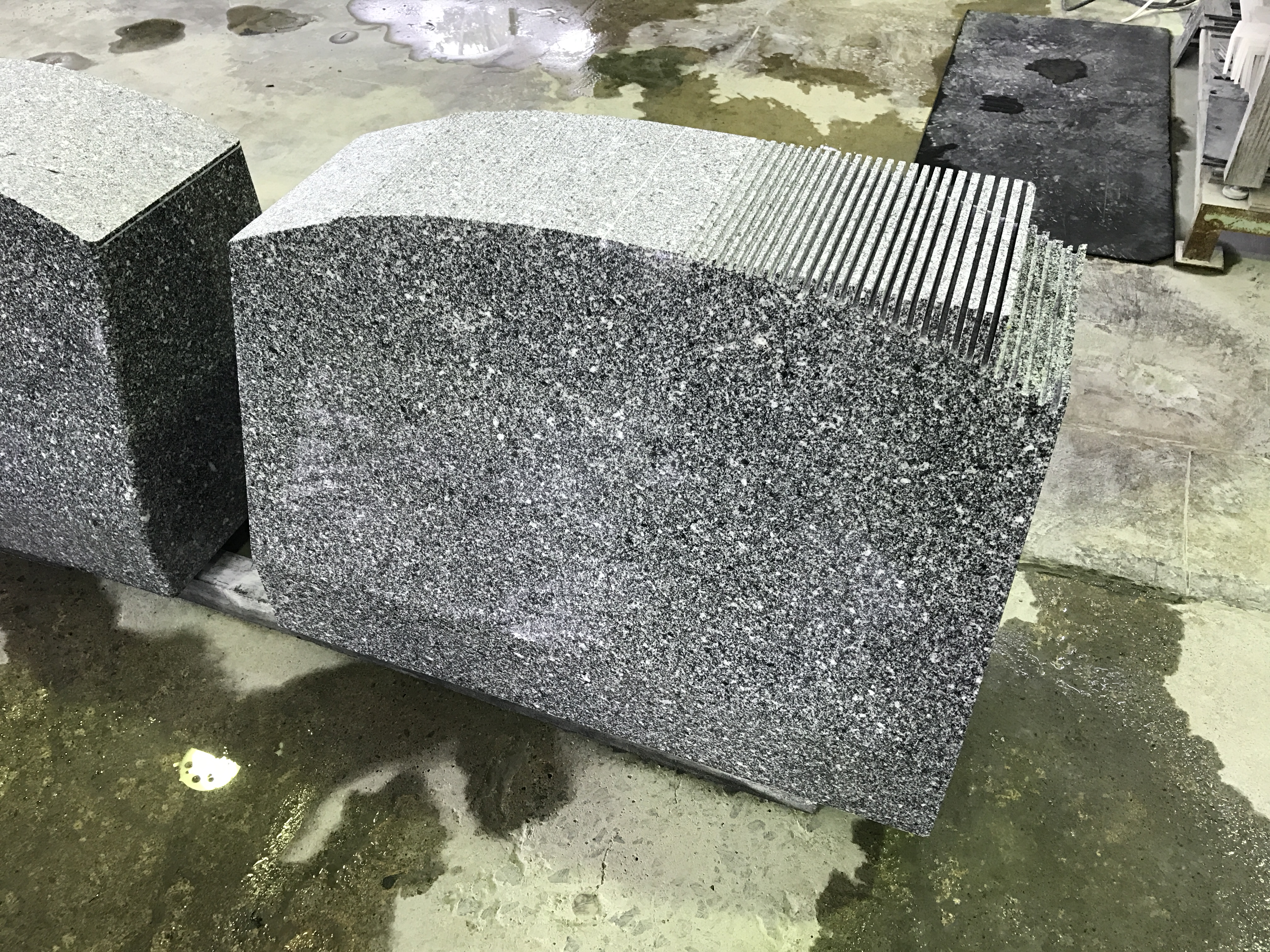
庵治石には割れやすい石目(見えない層)があります。
水平方向の面は「スクイ」、南北方向の面は「カサネ」、東西方向の面は「ニバン」といい、石の目を見て穴を開け、矢を打ちこれらの石目に沿って小割を行います。上の写真は「スクイ」面と思われます(天地の地の面)。磨く前の自然の割肌の状態。

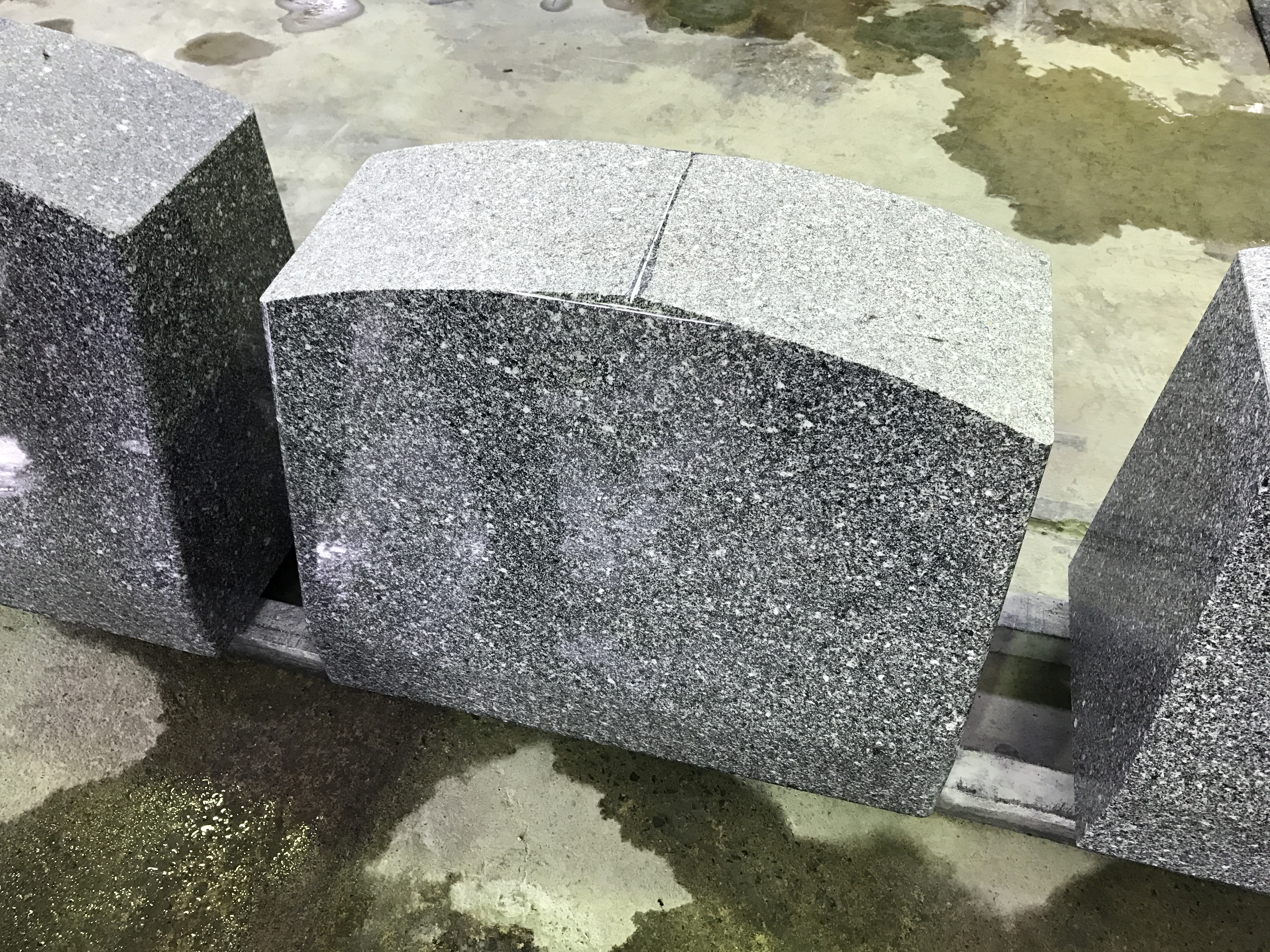
寸法通り製材する前に石のキズについて確かめながら使える部分を確認します。
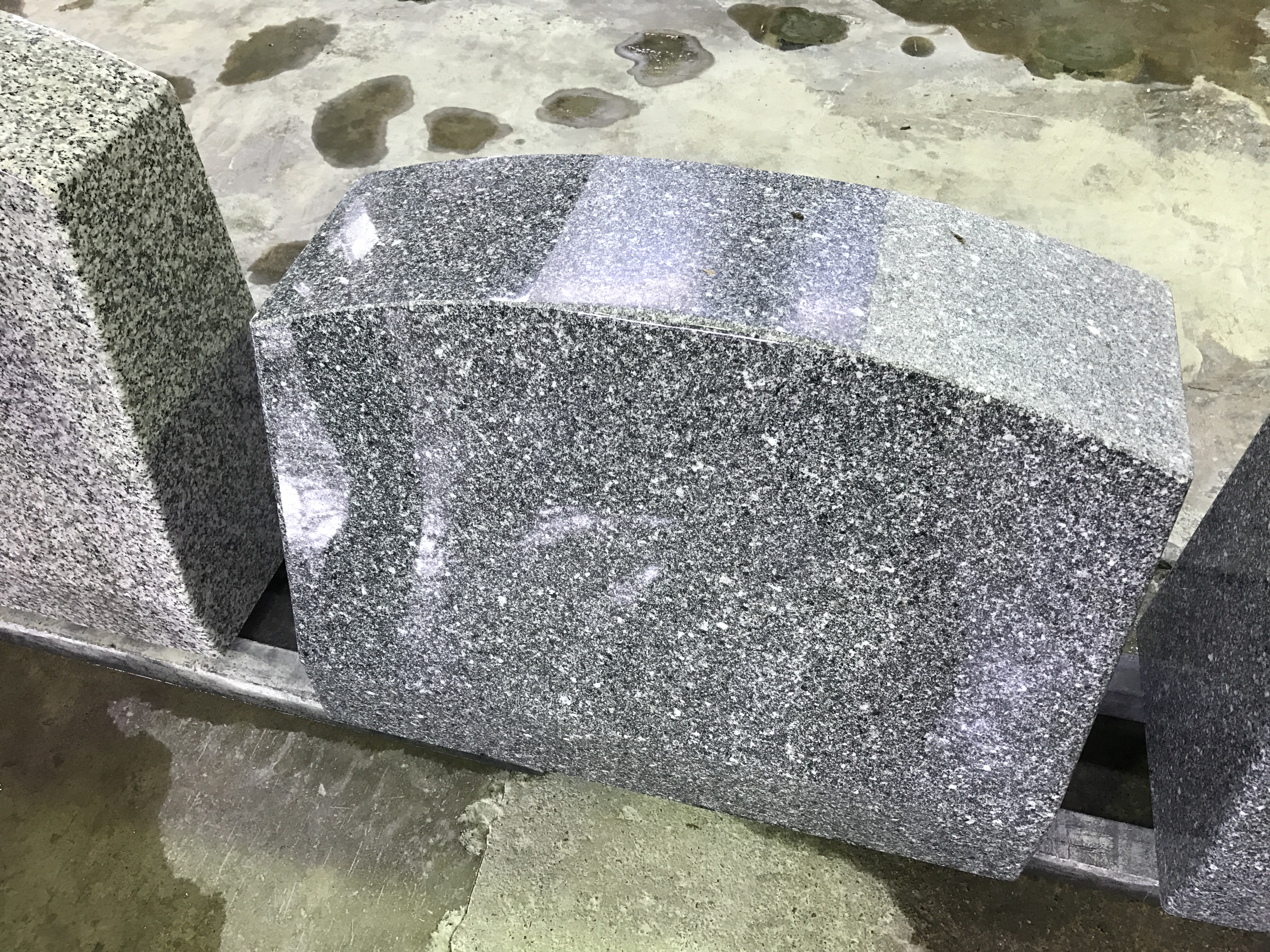
水を掛けることによって傷を見分けます。赤鉛筆は傷を示します。

ブラシで水をかけ、石目を合わせることを優先しながら、どの面を使うか検討します。つまり6面のうち、上下等に決まりはなく、模様が良い面を決定していきます。

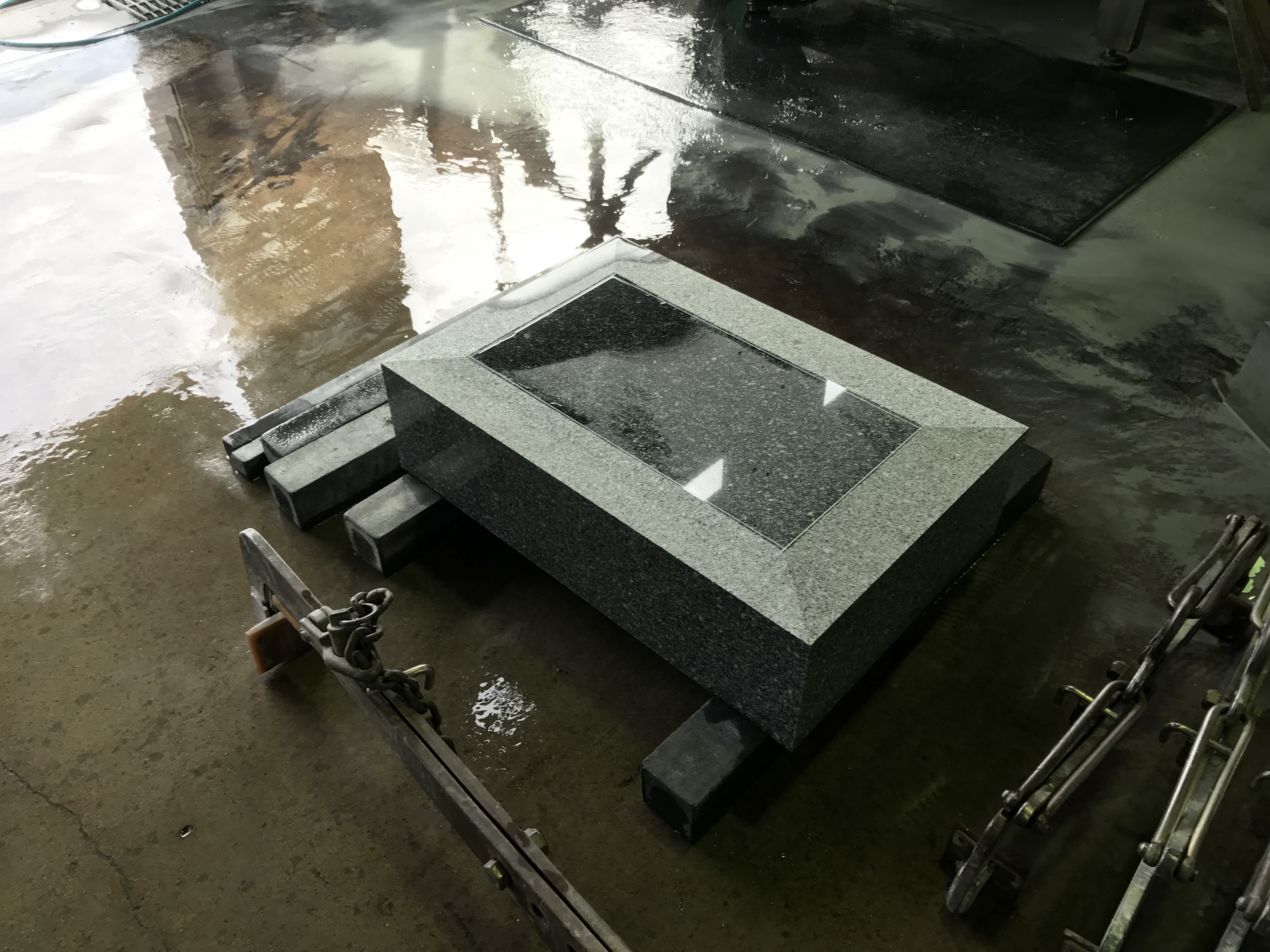
キズが無い部材を寸法通りに加工し研磨した所。リスク回避のため若干伸び(大きくする)がある。
上は五輪塔の基壇部分(一番下の石は3尺を超えるため単価割増し)

同中台部分

同玉部分

同香炉部分

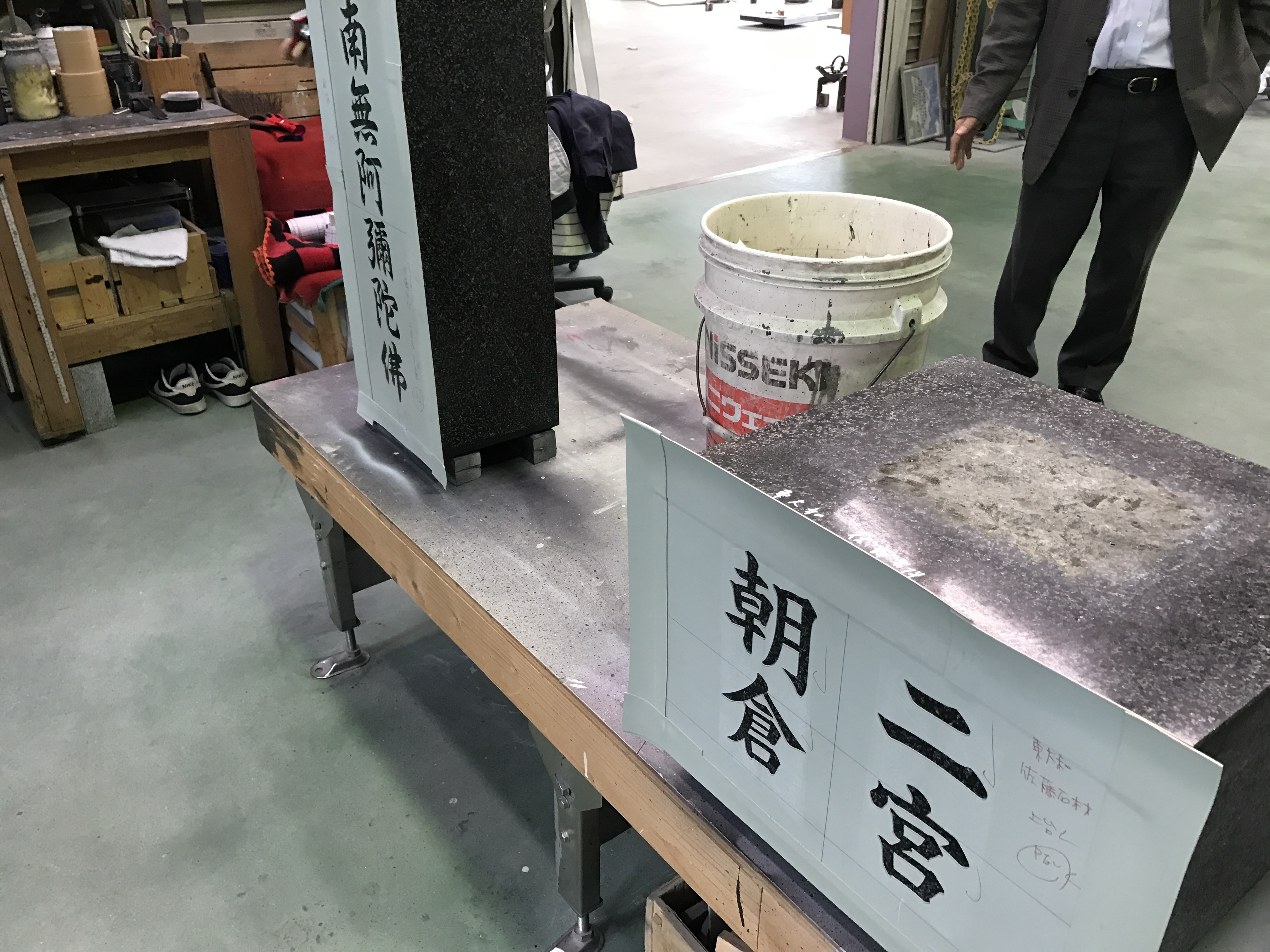
彫刻・宝珠

彫刻・笠

彫刻された部材は丁寧に梱包されてトラックで東京に運ばれてきます。
祖父の時代はわざわざ現地まで引き取りに行ったそうです。それも職人の一つの楽しみだったと思います。

八栗駅前の三好石材様展示場では写真の通り、宝塔・宝篋印塔・五輪塔が展示されています。磨かずに小叩き仕上げになっているのは庵治石が硬くて精密な加工ができることを証明しています。祈る気持ちが反射せず石に染み込むからと教えて頂きました。水に濡れると庵治石の青い模様が出てくるそうです。

古くからお世話になっている三好石材社長が五輪塔と私たち親子の出発を見届けてくださいました。
昼食は名物讃岐うどん(コシより柔らかいタイプ)をご馳走になりました。

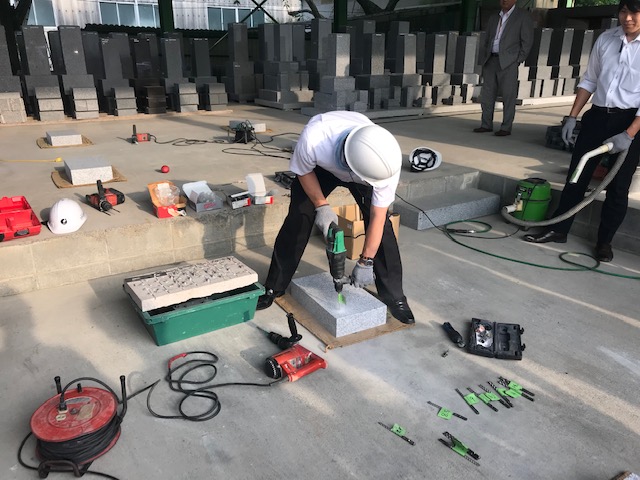
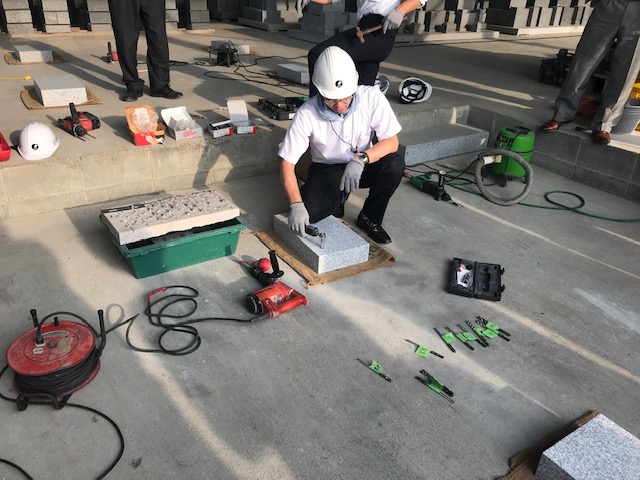
5 設置工事
お施主様より4月に庵治石の五輪塔の製作をご依頼頂き、9月に順調に納品されました。
替えが効かないので慎重に重ねていきます。石の加工の精度は素晴らしいです。

無事に完成しました。国産材のため石材産地証明書が発行されます。



亡くなられたご主人の1周忌に合わせて建墓・埋葬を執り行いました。晴天に恵まれまして、偲ばれる大勢の方々に見守られて蓋が閉じられました。
最高の材料を用意して頂きました三好石材様にも感謝しております。採石から加工、設置まで多くの職人さんの手を経てお墓が完成します。今回の石の文化の紹介では国産の石、特に庵治石の魅力が少しでもお伝えできたら幸いです。